Chuck jaws for CNC lathe clamping, profile matching and repeat workholding.
Lathe Soft Jaws & Hard Jaws
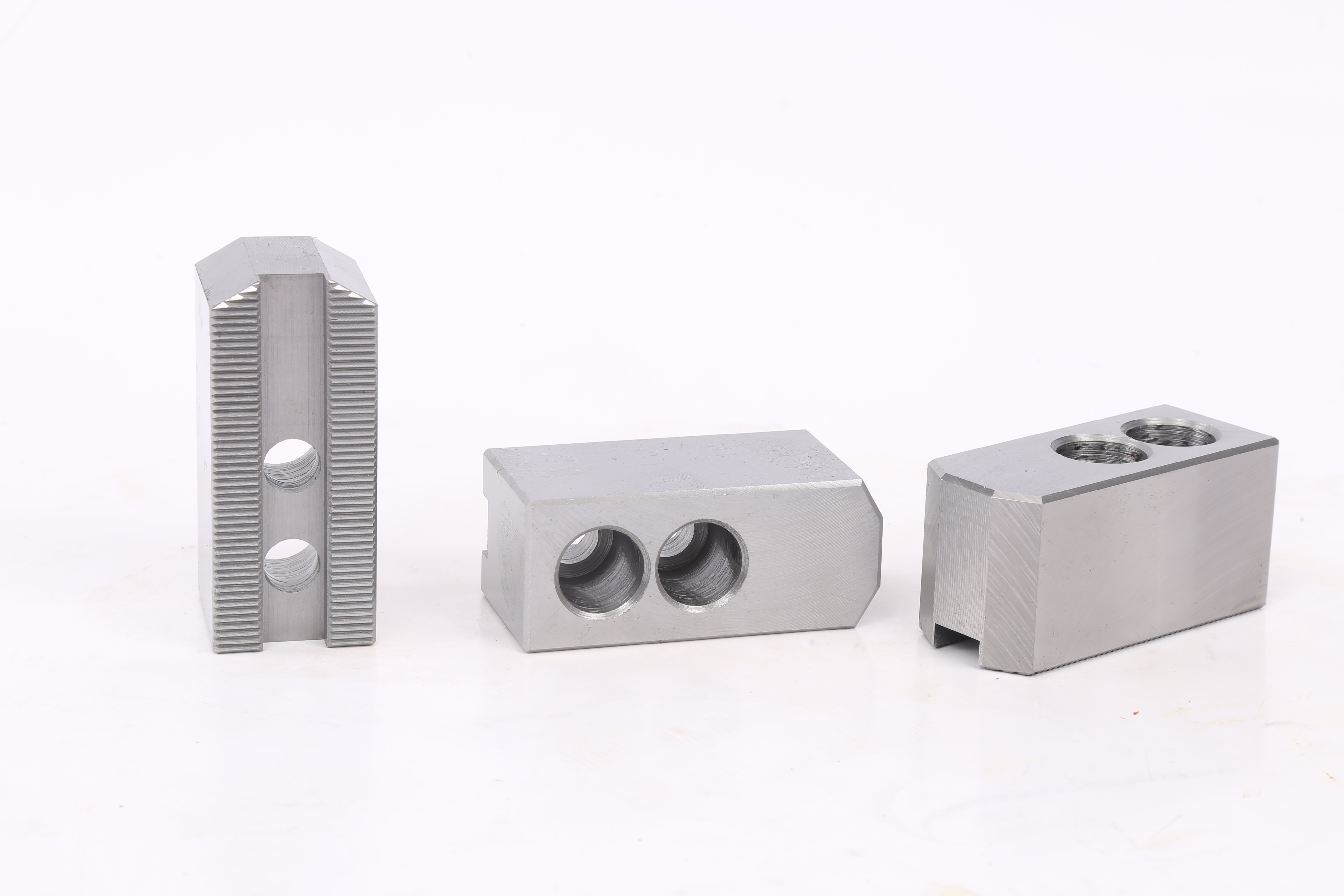
KORRETTO lathe soft jaws and hard jaws are used with compatible lathe chucks to match different workpiece shapes and cutting conditions. Soft jaws can be machined to the workpiece profile for repeat production and improved contact. Hard jaws are used for general gripping, durability and heavier clamping conditions. This page keeps soft jaws and hard jaws in one combined page, with separate images, drawings and parameter tables.
Product Overview
Soft jaws and hard jaws are supporting components for lathe chuck systems. They should be selected by chuck model, jaw interface, workpiece shape, gripping diameter, clamping surface and machining load.
This page is a combined page for soft jaws and hard jaws. The two groups must remain separated in the layout so users can clearly identify the product image, drawing and parameter table for each jaw type.
Product Types
| Type | Description | Typical use |
|---|---|---|
| Lathe Soft Jaws | Machinable jaws used to match the workpiece profile. | Repeat production, profile-matched clamping, improved contact area and reduced marking risk. |
| Lathe Hard Jaws | Hardened jaws for general or heavier gripping. | General clamping, heavier cutting, rougher work and durable jaw use. |
Technical Data and Dimensions
Lathe Soft Jaws
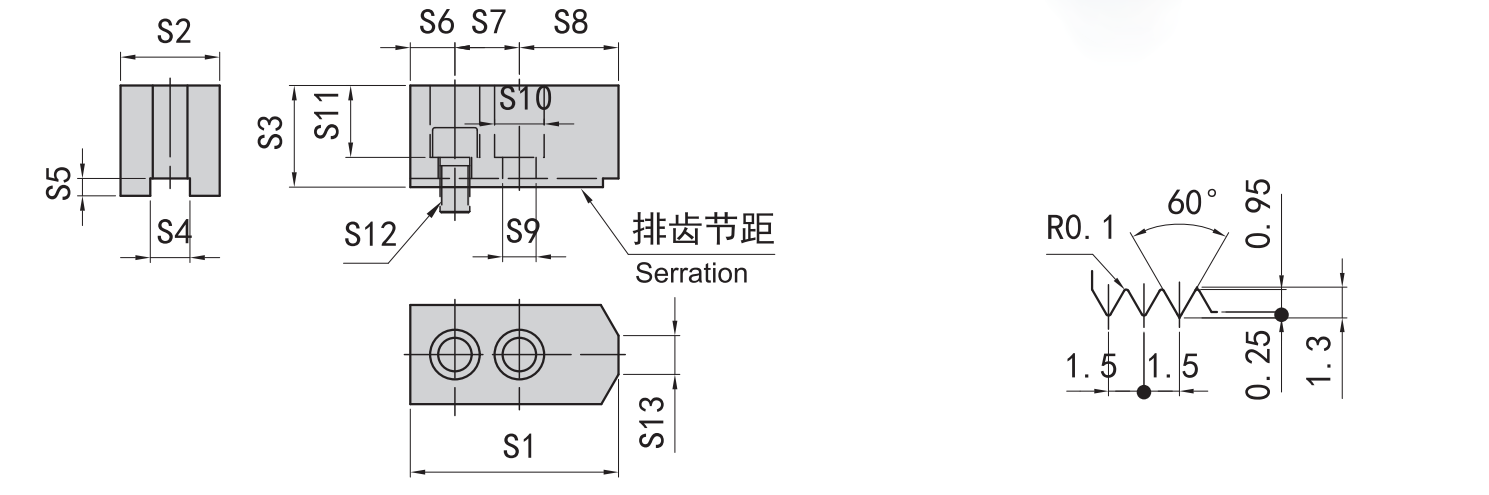
Use this drawing to check soft jaw dimensions and compatible chuck interfaces.
| Model | S-1 | S-2 | S-3 | S-4 | S-5 | S-6 | S-7 | S-8 | S-9 | S-10 | H-11 | S-12 | S-13 | Compatible Chuck | Weight (kg) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SJ-04 | 52 | 23 | 23 | 10 | 4 | 10 | 14 | 28 | 9 | 14 | 13 | M8 | 3 | 3K-04 3S-04 | 0.5 |
| SJ-05 | 62 | 25 | 30 | 5 | 38 | 16 | 3.5 | 3K-05 3S-05 | 0.7 | ||||||
| SJ-06 | 73 | 31 | 36 | 12 | 15 | 20 | 11 | 17 | 20 | M10 | 14 | 3K-06 3S-06 | 1.5 | ||
| SJ-08 | 95 | 35 | 37 | 14 | 24 | 25 | 46 | 13 | 19 | 22 | M12 | 16 | 3K-08 3S-08 | 2.5 | |
| SJ-10 | 110 | 40 | 42 | 16 | 30 | 30 | 50 | 27 | 18 | 3K-10 3S-10 | 3.7 | ||||
| SJ-12 | 130 | 50 | 50 | 21 | 49 | 61 | 18 | 26 | 30 | M16 | 3K-12 | 6.2 | |||
| SJ-12-1 | 18 | 16 | 23 | M14 | 3S-12 | 6.3 | |||||||||
| SJ-15 | 165 | 62 | 62 | 25.5 | 37 | 43 | 85 | 21 | 32 | 38 | M20 | 3K-15 | 12.6 | ||
| SJ-15-1 | 22 | 8 | 3S-15 | 12.7 |
Lathe Hard Jaws

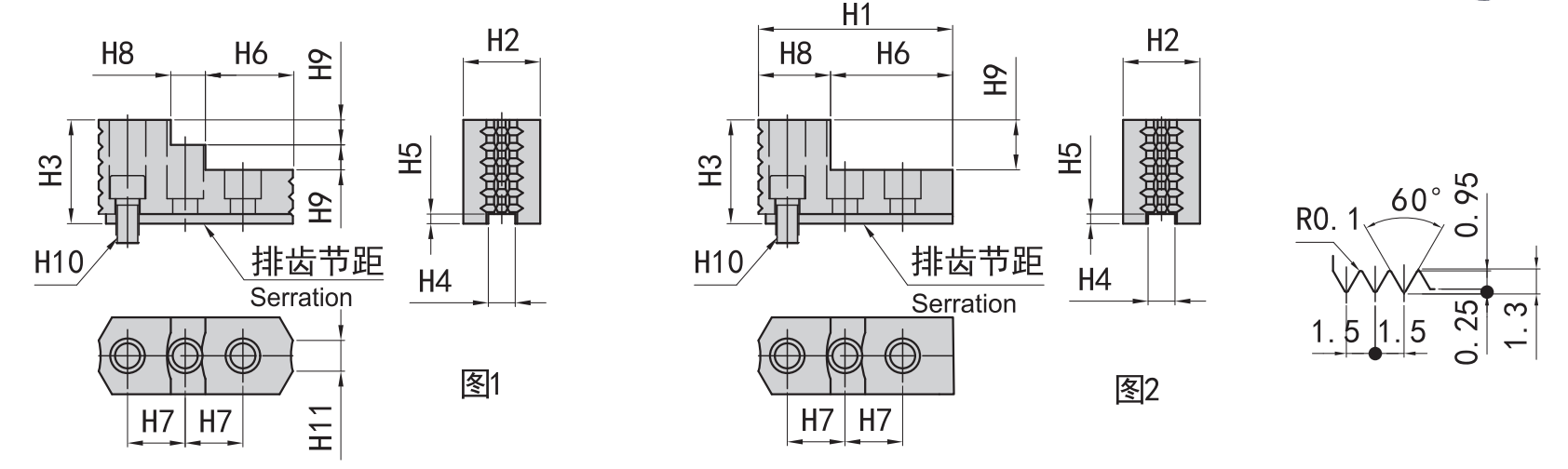
Use this drawing to check hard jaw dimensions and compatible chuck interfaces.
| Model | H-1 | H-2 | H-3 | H-4 | H-5 | H-6 | H-7 | H-8 | H-9 | H-10 | H-11 | Compatible Chuck | Weight (kg) | Reference Figure |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| HJ-05 | 53 | 23 | 28 | 10 | 4 | 30.5 | 14 | 22.5 | 10 | M8 | 6 | 3K-04 3K-05 3S-05 | 0.4 | Fig2 |
| HJ-06 | 67 | 31 | 35 | 12 | 40 | 20 | 26.6 | 12 | M10 | 10 | 3K-06 3S-06 | 1.0 | ||
| HJ-08 | 88 | 35 | 51 | 14 | 5 | 31 | 25 | 18 | M12 | 12 | 3K-08 3S-08 | 1.95 | Fig1 | |
| HJ-10 | 101 | 40 | 54 | 16 | 43 | 30 | 17 | 13 | 13 | 3K-10 3S-10 | 1.95 | |||
| HJ-12 | 103 | 50 | 52 | 21 | 62.5 | 40.5 | 17 | M16 | 30 | 3K-12 | 2.65 | Fig2 | ||
| HJ-12-1 | 18 | M14 | 3S-12 | 2.7 | ||||||||||
| HJ-15 | 149 | 62 | 86 | 25.5 | 8 | 63 | 43 | 34 | 20 | M20 | 43 | 3K-15 | 9.4 | Fig1 |
| HJ-15-1 | 22 | 3S-15 | 9.5 |
Selection Notes
- Confirm the chuck model and jaw interface before selecting jaws.
- Use soft jaws when the jaw profile needs to be machined to match the workpiece.
- Use hard jaws for general gripping or heavier workholding conditions.
- Check jaw height, serration, mounting hole pattern and gripping range.
- Do not select jaws only by chuck diameter; jaw interface and chuck model must match.
FAQ
What are lathe soft jaws used for?
Lathe soft jaws are machined to match the workpiece profile, helping improve contact area and repeat clamping consistency in CNC turning.
What are hard jaws used for?
Hard jaws are used for general gripping, rougher work and applications where jaw durability is more important than machining the jaw profile.
Can soft jaws and hard jaws be used on the same chuck?
They can be used on compatible chuck systems, but the jaw interface, serration, mounting pattern and chuck model must match.
Do soft jaws reduce workpiece marking?
They can help reduce marking when machined correctly to match the workpiece, but the result depends on material, contact area, clamping force and cutting load.
What information should I provide for jaw selection?
Provide the chuck model, chuck size, jaw interface, workpiece drawing, gripping diameter, material, required clamping surface and machining load.